基于ARM7智能拆焊、回流焊台控制系统的设计
0 引言
随着电子工业的发展,电子产品越来越多,电路板上元器件的密度越来越大,并且多为贴片式元件。传统的手工焊接,比较适合直插式元件,对于贴片式焊接效果就差强人意,并且效率很低。同样,传统的的拆芯片方式,一般都用热风枪吹,这样也能够达到目的,但周围的小芯片容易被吹移位。基于以上的原因,有必要改变传统的手工焊接方式和用热风枪拆芯片的方式,采用计算机控制红外线加热的自动焊接。
近几年国内逐渐开始使用拆焊台和回流焊,但普遍存在以下问题:(1)控制芯片采用简单的单片机,以"裸奔"为主没嵌操作系统,从而导致系统过于简单或分配不合理。(2)传感器一般都采用热电偶,但不加补偿电路,而且很少在程序中采用算法,这样加热器件往往存在惯性和滞后性,从而导致控温不精准。(3)没有将拆焊台和回流焊炉集于一体,使硬件利用率不高。
因此,本文提出并研究设计了一种基于μC/OS-II嵌入式实时系统的智能拆焊、回流焊温度控制系统。
1 智能拆焊、回流焊台电路设计原理
本设计利用热电偶传感器检测出与温度对应的电压信号,然后经
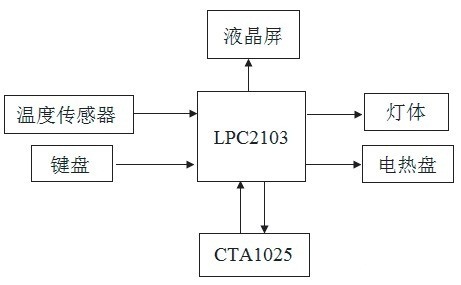
图1 设计方框图。
主要包括电路供电单元、信号检测电路、执行控制单元、人机交互界面几部分单元模块。
2 硬件电路
2.1 电路供电单元
主要由变压器、整流二极管、滤波电容、集成稳压器等构成,为电路提供5V、3.3V和1.8V的稳定电压。
2.2 信号检测电路
主要由热电偶、运算放大器
本设计的温度采集电路如图2所示,在P6口的1、3引脚接热电偶传感器的正端,2、4引脚接热电偶传感器的负端。热电偶采集到信号后经C00、C10(高频滤波电容)将高频杂波滤除,再经
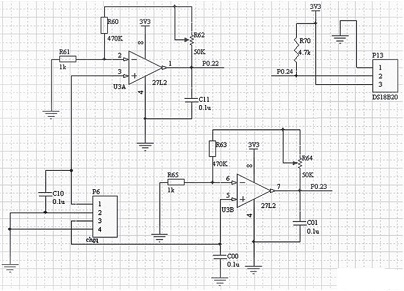
图2 温度采集电路。
因为热电偶传感器有一个缺陷,它测的温度是探头与冷端之间的温度差,也就是说若仅用上述电路测温,则只有在冷端温度为零点的情况下测得的温度才是最精确的,冷端的温度与零点的温差越大,测得的温度数据越不精确。而本设计中焊台加热的同时,热电偶冷端温度会变化,从而造成了测温不准确。为了解决上述问题,特别增加了DS18B20作为补偿,在工业上称为补正系数修正法。应用的公式为:
T=T1+kT2
式中T为实际温度,T1为DS18B20测得的温度,T2为热电偶传感器模块测得的温度,k为补正系数,这里取0.82。
2.3 ARM最小系统
本设计采用ARM7作为主控芯片,主要因其性价比高、资源丰富、工作稳定可靠。它带有32kB的片内Flash程序存储器和8kB的片内静态RAM;128位宽度接口/加速器可实现高达70MHz工作频率;10位A/D转换器提供8路输入;2个32位定时计数器和2个16位定时计数器;多达32个通用IO口,可承受5V电压;多个串行接口,包括2个UART、2个I
在图3ARM最小系统中,
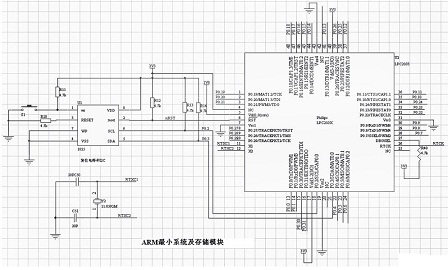
图3 ARM最小系统及外部存储电路图。
2.4 执行电路
该设计的执行电路如图4所示。其中PL端口接控制指示灯,PS1为AC220接口,PS2为灯体接口,PS3为电热盘接口,网络标号KONG1和KONG2接ARM的两个控制引脚。当ARM测到当前温度低于温度曲线上的对应温度(即当前需要加热到的温度)时ARM处理器便让对应的控制端口置零,此时对应的光电耦合器(US1或US2)的发射端工作,使接收端导通,这时电源电压经触发二极管(DS1或DS2)和300Ω电阻后到达双向晶闸管(QS1或QS2)的触发极使其导通,这样电热盘或灯头便开始加热工作。类似的道理,当ARM的控制端给出低电平时,对应的可控硅截止,灯头或电热盘停止加热。
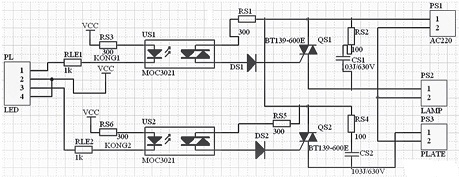
图4 执行模块电路图。
2.5 人机交互界面
这部分作为人机接口,主要实现与本设计系统的交流,由液晶显示屏(128×64)和独立键盘构成。操作者可通过键盘选择功能,让系统执行特定命令或进入特定状态,而系统则通过液晶显示屏告诉操作者其所处的状态或温度曲线。从而实现可视性的人工操作与实时的输出显示。